- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

முறையான நிறுவல் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையை எவ்வாறு மேம்படுத்தலாம்?
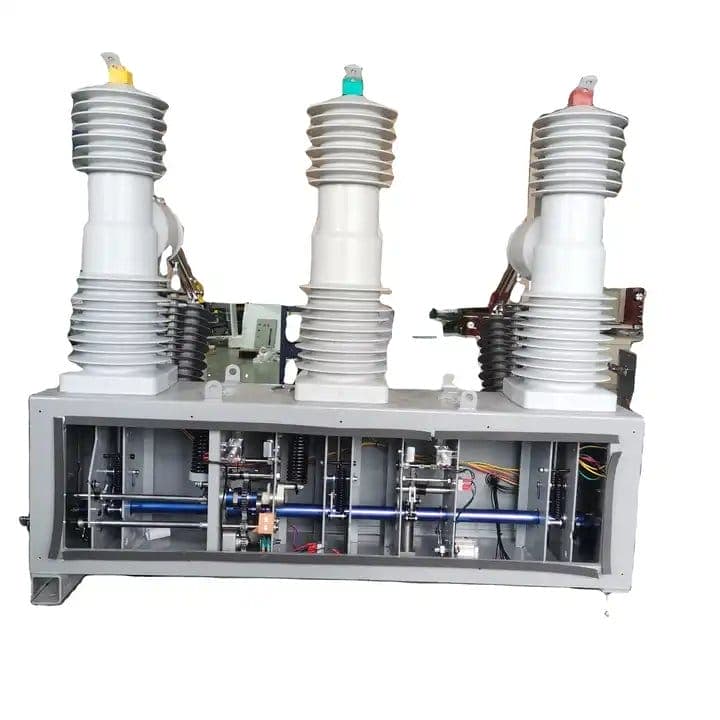
Aஉயர் மின்னழுத்த சர்க்யூட் பிரேக்கர்எந்தவொரு துணை மின்நிலையத்திலும் மிக முக்கியமான பாதுகாப்பு சாதனம் ஆகும், மேலும் அதன் நம்பகத்தன்மை தொழிற்சாலை உற்பத்தித் தரத்தை மட்டுமல்ல, நிறுவலின் தரத்தையும் பெரிதும் சார்ந்துள்ளது. முறையான நிறுவல், தவறான சீரமைப்பு, வாயு கசிவு, ஈரப்பதம் உட்செலுத்துதல் மற்றும் முறையற்ற தொடர்பு பயணம் போன்ற பொதுவான தோல்வி வழிமுறைகளை நீக்குவதன் மூலம் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையை மேம்படுத்தலாம். சிறப்பாக வடிவமைக்கப்பட்ட பிரேக்கர் கூட, தவறாக நிறுவப்பட்டால், முன்கூட்டிய காப்பு முறிவு, இயந்திர நெரிசல் அல்லது தொடர்பு வெல்டிங் ஆகியவற்றால் பாதிக்கப்படும். லுகாவோ பவர் கோ., லிமிடெட்., உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் யூனிட்களின் 500 ஃபீல்ட் தோல்விகளை நாங்கள் பகுப்பாய்வு செய்துள்ளோம், மேலும் 68 சதவீத தோல்விகளை நேரடியாக நிறுவல் குறைபாடுகளைக் கண்டறிய முடிந்தது. மாறாக, எங்களின் பரிந்துரைக்கப்பட்ட நிறுவல் நெறிமுறை பின்பற்றப்படும்போது, தோல்விகளுக்கு இடையேயான சராசரி நேரம் (MTBF) 12 ஆண்டுகளில் இருந்து 25 ஆண்டுகள் வரை நீடிக்கும். பிரேக்கர் நம்பகத்தன்மையை கணிசமாக மேம்படுத்தும் நிறுவல் நடைமுறைகளுக்கான விரிவான வழிகாட்டியை இந்தக் கட்டுரை வழங்குகிறது.
உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையை மேம்படுத்தும் முக்கிய நிறுவல் காரணிகள்: முறையான அடித்தள வடிவமைப்பு மற்றும் ஆங்கர் போல்ட் சீரமைப்பு, சரியான SF6 எரிவாயு நிரப்புதல் மற்றும் ஈரப்பதம் கட்டுப்பாடு, தொடர்பு பயணம் மற்றும் நேரத்தின் துல்லியமான இயந்திர சரிசெய்தல், துல்லியமான மின் இணைப்புகள் மற்றும் விரிவான முன்-கமிஷனிங் சோதனை. இந்த காரணிகள் ஒவ்வொன்றும் மற்றவர்களுடன் தொடர்பு கொள்கின்றன; எடுத்துக்காட்டாக, ஒரு தவறான அடித்தளம் இயக்க பொறிமுறையில் பிணைப்பை ஏற்படுத்தும், இது உராய்வை அதிகரிக்கிறது மற்றும் மூடுவதை தாமதப்படுத்துகிறது, இது வளைவு தொடர்பு அரிப்புக்கு வழிவகுக்கிறது. எங்கள் தொழிற்சாலை முறுக்கு விவரக்குறிப்புகள், சீரமைப்பு சகிப்புத்தன்மை மற்றும் எரிவாயு கையாளுதல் நடைமுறைகளை உள்ளடக்கிய விரிவான நிறுவல் கையேட்டை உருவாக்கியுள்ளது. இந்த கட்டுரை எங்கள் பல தசாப்த கால அனுபவத்தை செயல்பாட்டு வழிகாட்டுதலாக வடிகட்டுகிறது. எங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் மாடல்களில் இருந்து தொழில்நுட்ப அளவுருக்களையும் வழங்குவோம் மற்றும் மிகவும் பொதுவான நிறுவல் தொடர்பான கேள்விகளுக்கு பதிலளிப்போம். இந்த சிறந்த நடைமுறைகளைப் பின்பற்றுவதன் மூலம், உங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரின் நம்பகத்தன்மை மற்றும் சேவை வாழ்க்கையை நீங்கள் கணிசமாக மேம்படுத்தலாம்.
பொருளடக்கம்
- 1. உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மைக்கு அடித்தளம் மற்றும் ஆங்கர் போல்ட் சீரமைப்பு ஏன் முக்கியமானது?
- 2. சரியான SF6 கேஸ் கையாளுதல் மின்கடத்தா மற்றும் குறுக்கீடு செயல்திறனை எவ்வாறு மேம்படுத்துகிறது?
- 3. எங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கருக்கான முக்கிய நிறுவல் அளவுருக்கள் மற்றும் சகிப்புத்தன்மை என்ன?
- 4. முன்-கமிஷனிங் எலக்ட்ரிக்கல் மற்றும் மெக்கானிக்கல் சோதனைகள் எப்படி நிறுவல் தரத்தை சரிபார்க்கிறது?
- அடிக்கடி கேட்கப்படும் கேள்விகள் (FAQ)
- முடிவு மற்றும் தொழில்முறை நிறுவல் ஆதரவு
உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மைக்கு அடித்தளம் மற்றும் ஆங்கர் போல்ட் சீரமைப்பு ஏன் முக்கியமானது?
அடித்தளம் என்பது உயர் மின்னழுத்த சர்க்யூட் பிரேக்கருக்கும் துணை மின்நிலைய தரைக்கும் இடையே உள்ள கட்டமைப்பு இடைமுகமாகும். பிளாட்னெஸ், லெவல்னெஸ் அல்லது ஆங்கர் போல்ட் பொசிஷனிங்கில் ஏதேனும் விலகல் நேரடியாக பிரேக்கரின் மெக்கானிக்கல் கட்டமைப்பில் அழுத்தமாக மொழிபெயர்க்கப்படுகிறது. உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் என்பது நகரும் பாகங்கள்-இயக்கும் தண்டுகள், இணைப்புகள் மற்றும் தொடர்புகளின் துல்லியமான கூட்டமாகும், அவை சரியான பாதையில் பயணிக்க வேண்டும். அடித்தளம் சமமாக இல்லாவிட்டால், பிரேக்கரின் அடிப்படைத் தட்டு சிதைந்து, இயக்க பொறிமுறையை பிணைக்கும். இது இயக்க சக்திகளை அதிகரிக்கிறது, தாங்கு உருளைகள் மற்றும் வழிகாட்டி ஊசிகளில் தேய்மானத்தை துரிதப்படுத்துகிறது, மேலும் இறுதியில் பொறிமுறையை முழுமையாக திறக்கவோ அல்லது மூடவோ முடியாமல் போகலாம். உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர், தொடர்பு பிரிந்து செல்லும் தூரம் 2 மிமீ குறைவாகக் குறைக்கப்பட்டதால், அஸ்திவாரம் தொய்வடைந்ததன் நேரடி விளைவு காரணமாக, பிழையைத் தடுக்கத் தவறிய பல நிகழ்வுகளை எங்கள் தொழிற்சாலை ஆய்வு செய்துள்ளது.
உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையை மேம்படுத்தும் முக்கியமான அடித்தள நிறுவல் காரணிகள்:
- அடித்தளம் தட்டையானது:கான்கிரீட் அடித்தளம் முழு பிரேக்கர் தடம் முழுவதும் +/- 2 மிமீக்குள் இருக்க வேண்டும். இதை அடைய லேசர் நிலை மற்றும் துல்லியமான ஷிம்களைப் பயன்படுத்த எங்கள் தொழிற்சாலை பரிந்துரைக்கிறது. ஒரு தட்டையான அடித்தளம் பிரேக்கர் சட்டத்தில் முறுக்கு சக்திகளை உருவாக்குகிறது, இது துருவ கூட்டங்களை தவறாக அமைக்கலாம்.
- ஆங்கர் போல்ட் முறுக்கு கட்டுப்பாடு:ஒவ்வொரு ஆங்கர் போல்ட்டும் ஒரு குறிப்பிட்ட முறுக்குவிசைக்கு இறுக்கப்பட வேண்டும் (பொதுவாக M20 போல்ட்களுக்கு 120-150 Nm). சீரற்ற முறுக்கு வினியோகம் பேஸ் பிளேட்டை சிதைக்கும். சீரான ஏற்றத்தை உறுதிப்படுத்த, எங்கள் தொழிற்சாலை முறுக்கு வரிசை வரைபடத்தை வழங்குகிறது. கீழ்-முறுக்கு போல்ட்கள் செயல்பாட்டின் போது இயக்கத்தை அனுமதிக்கின்றன, அதே நேரத்தில் அதிக முறுக்கு போல்ட்கள் நூல்களை அகற்றலாம் அல்லது அடிப்படைத் தகட்டை சிதைக்கலாம்.
- க்ரூட்டிங் மற்றும் குணப்படுத்துதல்:காஸ்ட்-இன்-பிளேஸ் அஸ்திவாரங்களுக்கு, பிரேக்கரை ஏற்றுவதற்கு முன், கூழ் முழுமையாக குணப்படுத்தப்பட வேண்டும் (பொதுவாக 28 நாட்கள்). முன்கூட்டியே ஏற்றுதல் தீர்வுக்கு வழிவகுக்கும், இது காலப்போக்கில் பிரேக்கர் சீரமைப்பை மாற்றுகிறது. குறைந்தபட்சம் 40 MPa அழுத்த வலிமையுடன் சுருங்காத கிரௌட்டைப் பயன்படுத்த எங்கள் தொழிற்சாலை பரிந்துரைக்கிறது.
- நில அதிர்வு நங்கூரம்:பூகம்பத்தால் பாதிக்கப்படக்கூடிய பகுதிகளில், கூடுதல் ஹோல்ட் டவுன்கள் மற்றும் டம்ப்பர்கள் தேவை. எங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் மாதிரிகள் நில அதிர்வு அடைப்புக்குறிகளுடன் வருகின்றன, அவை எங்கள் சான்றளிக்கப்பட்ட வடிவமைப்பின்படி நிறுவப்பட வேண்டும். இவற்றை நிறுவத் தவறினால் நில அதிர்வு நிகழ்வுகளின் போது கவிழ்ந்து, பேரழிவு சேதம் ஏற்படும்.
விளக்குவதற்கு, தென் அமெரிக்காவில் 245 kV உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் ஒரு சீரற்ற அடித்தளத்தில் நிறுவப்பட்ட ஒரு வழக்கை நாங்கள் ஆவணப்படுத்தினோம், இதன் விளைவாக 4 மீட்டர் அடித்தளத்தில் 4 மிமீ திருப்பம் ஏற்பட்டது. 18 மாதங்களுக்குள், இயக்க பொறிமுறையானது வழிகாட்டி கம்பிகளில் கடுமையான மதிப்பெண்களை உருவாக்கியது, மேலும் மூடும் நேரம் 55 ms இலிருந்து 78 ms ஆக அதிகரித்தது. ஒரு முக்கியமான வரி மறு-எனர்ஜைசேஷன் போது பிரேக்கர் மூடத் தவறியது, இதனால் பிராந்திய இருட்டடிப்பு ஏற்பட்டது. அடித்தளத்தை மீண்டும் சமன் செய்து, சேதமடைந்த கூறுகளை மாற்றிய பின், பிரேக்கர் அதன் அசல் செயல்திறனுக்குத் திரும்பியது. பாடம் தெளிவாக உள்ளது: சரியான அடித்தளத்தை தயாரிப்பதில் நேரத்தை முதலீடு செய்வது நீண்ட கால நம்பகத்தன்மையில் ஈவுத்தொகையை செலுத்துகிறது. உங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் திடமான மற்றும் நிலையான அடித்தளத்தில் பொருத்தப்பட்டிருப்பதை உறுதிசெய்யும் வகையில், செயல்முறையின் ஒவ்வொரு படிநிலையையும் உள்ளடக்கிய அடித்தள டெம்ப்ளேட் மற்றும் நிறுவல் சரிபார்ப்புப் பட்டியலை எங்கள் தொழிற்சாலை வழங்குகிறது.
மேலும், சரியான அஸ்திவார சீரமைப்பு பிரேக்கரின் துருவ தண்டுகள் தரையில் செங்குத்தாக இருப்பதை உறுதி செய்கிறது. முக்கிய மற்றும் வளைந்த தொடர்புகள் முழுவதும் தொடர்பு அழுத்தத்தின் சீரான விநியோகத்திற்கு இது அவசியம். சீரற்ற தொடர்பு அழுத்தம் உயர் தொடர்பு எதிர்ப்பு, உள்ளூர் வெப்பமாக்கல் மற்றும் இறுதியில் தவறு குறுக்கீடு போது தொடர்பு வெல்டிங் வழிவகுக்கும். மூன்று கட்டங்களும் சீரான மதிப்புகளைக் கொண்டிருக்கின்றனவா என்பதைச் சரிபார்க்க, நிறுவலுக்குப் பிறகு எங்கள் தொழிற்சாலை தொடர்பு எதிர்ப்பு அளவீட்டை நடத்துகிறது, மேலும் அடித்தளம் தவறாக அமைக்கப்பட்டிருந்தால் இந்த அளவீடு அர்த்தமற்றது. இந்தக் காரணங்களுக்காக, உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையை மேம்படுத்துவதில் அடித்தளம் மற்றும் ஆங்கர் போல்ட் சீரமைப்பு முதல் மற்றும் மிக முக்கியமான படியாகும்.
சரியான SF6 கேஸ் கையாளுதல் மின்கடத்தா மற்றும் குறுக்கீடு செயல்திறனை எவ்வாறு மேம்படுத்துகிறது?
SF6 வாயு உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரின் இன்சுலேஷன் மற்றும் ஆர்க் தணிக்கும் திறன்களின் உயிர்நாடியாகும். இருப்பினும், அதன் செயல்திறன் மாசுபாடு, ஈரப்பதம் மற்றும் அழுத்தம் விலகல்களுக்கு அதிக உணர்திறன் கொண்டது. நிறுவலின் போது, போக்குவரத்தின் போது உட்புற கூறுகளைப் பாதுகாக்க உலர்ந்த நைட்ரஜன் அல்லது வெற்றிடத்தால் நிரப்பப்பட்ட எங்கள் தொழிற்சாலையிலிருந்து பிரேக்கர் வருகிறது. SF6 வாயு கடுமையான நிபந்தனைகளின் கீழ் தளத்தில் நிரப்பப்பட வேண்டும். முறையற்ற எரிவாயு கையாளுதலானது, முன்கூட்டிய உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் தோல்விகளுக்கு மிகவும் பொதுவான காரணங்களில் ஒன்றாகும், இது உள் ஃப்ளாஷ்ஓவர்கள், குறுக்கீடு திறன் குறைதல் மற்றும் உள் வன்பொருளின் அரிப்புக்கு வழிவகுக்கிறது. எங்கள் தொழிற்சாலை ஒரு விரிவான எரிவாயு நிரப்புதல் செயல்முறையை நிறுவியுள்ளது, இது உகந்த மின்கடத்தா வலிமை மற்றும் குறுக்கீடு நம்பகத்தன்மையை உறுதி செய்கிறது.
உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையை மேம்படுத்தும் முக்கிய SF6 எரிவாயு கையாளுதல் நடைமுறைகள்:
- ஈரப்பதம் கட்டுப்பாடு:SF6 வாயு பிரேக்கரில் நிரப்பும்போது -50°Cக்குக் கீழே (150 ppmv ஈரப்பதத்திற்குச் சமம்) பனிப் புள்ளியைக் கொண்டிருக்க வேண்டும். இதை அடைய, உள்ளமைக்கப்பட்ட ஈரப்பதம் பகுப்பாய்வியுடன் கூடிய சூடான எரிவாயு வண்டியை எங்கள் தொழிற்சாலை பயன்படுத்துகிறது. ஈரப்பதம் வில் துணை தயாரிப்புகளுடன் வினைபுரிந்து அரிக்கும் அமிலங்களை (HF மற்றும் SO2F2) உருவாக்குகிறது, இது தொடர்புகள் மற்றும் காப்புப் பொருட்களைத் தாக்குகிறது. ஒரு சிறிய அளவு ஈரப்பதம் (500 பிபிஎம்) கூட மின்கடத்தா வலிமையை 50 சதவிகிதம் குறைக்கலாம்.
- எரிவாயு தூய்மை சரிபார்ப்பு:நிரப்புவதற்கு முன், புதிய SF6 வாயு தூய்மை (குறைந்தபட்சம் 99.9 சதவீதம்) மற்றும் சிதைவு பொருட்கள் இல்லாததா என சோதிக்கப்பட வேண்டும். எங்கள் தொழிற்சாலை SF6 வாயுவை பகுப்பாய்வு சான்றிதழுடன் வழங்குகிறது. தளத்தில் தூய்மையை சரிபார்க்க, எரிவாயு நிறமூர்த்தத்தைப் பயன்படுத்த பரிந்துரைக்கிறோம், குறிப்பாக வாயு நீண்ட காலத்திற்கு சேமிக்கப்பட்டிருந்தால்.
- அழுத்தம் மற்றும் அடர்த்தி சோதனைகள்:உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் அதன் மதிப்பிடப்பட்ட அழுத்தத்தில் நிரப்பப்படுகிறது (பொதுவாக 20°C இல் 6.5 முதல் 7.5 பார் முழுமையானது). வாயு நிலையை தொடர்ந்து கண்காணிக்க ஒரு அடர்த்தி மானிட்டர் நிறுவப்பட்டுள்ளது. நிறுவலின் போது, துல்லியமான அளவீடுகளை உறுதிப்படுத்த, அடர்த்தி மானிட்டர் அளவீடு செய்யப்பட வேண்டும். எங்கள் தொழிற்சாலை ஒவ்வொரு மானிட்டருக்கும் ஒரு அளவுத்திருத்த சான்றிதழை வழங்குகிறது.
- கசிவு சோதனை:நிரப்பிய பிறகு, முழு எரிவாயு அமைப்பும் (பிரேக்கர் அறை, குழாய்கள் மற்றும் பொருத்துதல்கள்) ஒரு உணர்திறன் SF6 லீக் டிடெக்டரைப் பயன்படுத்தி கசிவு-சோதனை செய்யப்பட வேண்டும் (குறைந்தபட்ச கண்டறியக்கூடிய கசிவு விகிதம் 1x10-6 mbar l/s). எங்கள் தொழிற்சாலை 24 மணி நேர ஸ்டாண்டிங் பிரஷர் சோதனையை பரிந்துரைக்கிறது—அழுத்தம் 24 மணிநேரத்தில் 1 சதவீதத்திற்கும் அதிகமாக குறைந்தால், கசிவைக் கண்டறிந்து, செயல்படுவதற்கு முன் சரி செய்ய வேண்டும்.
எங்கள் தொழிற்சாலையின் சேவைப் பதிவேடுகளின் களத் தரவு, முறையான எரிவாயு கையாளுதல் வருடாந்த கசிவு விகிதத்தை 0.1 சதவீதத்திற்கும் குறைவாகக் குறைக்கிறது, இது IEC தரமான 0.5 சதவீதத்தை விட அதிகமாகும். இதற்கு நேர்மாறாக, எரிவாயு கையாளுதல் அவசரமாக அல்லது ஈரப்பதமான சூழ்நிலையில் செய்யப்படும் நிறுவல்கள் பெரும்பாலும் 1 சதவீதத்திற்கு மேல் கசிவு விகிதங்களை அனுபவிக்கின்றன, ஒவ்வொரு 2 முதல் 3 வருடங்களுக்கும் மீண்டும் நிரப்புதல் தேவைப்படுகிறது. ஒவ்வொரு மறு நிரப்புதலும் பிரேக்கரை கூடுதல் ஈரப்பதம் மற்றும் காற்றுக்கு வெளிப்படுத்துகிறது, உள் அரிப்பை துரிதப்படுத்துகிறது. வடக்கு ஐரோப்பாவில் உள்ள ஒரு பயன்பாட்டில் 145 kV உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் இருந்தது, அது போதுமான அளவு உலர்ந்த வாயுவால் நிரப்பப்பட்டது. இரண்டு ஆண்டுகளுக்குள், பிரேக்கர் பகுதியளவு வெளியேற்ற செயல்பாட்டை உருவாக்கியது, மேலும் உள் ஆய்வு முனை மற்றும் தொடர்பு பரப்புகளில் கடுமையான குழிகளை வெளிப்படுத்தியது. பழுதுபார்க்கும் செலவு முறையான எரிவாயு கையாளுதலுக்கான செலவை விட மூன்று மடங்கு அதிகமாகும்.
கூடுதலாக, SF6 வாயு அழுத்தம் குறுக்கிடும் செயல்திறனை நேரடியாக பாதிக்கிறது. வாயு அழுத்தம் குறைவாக இருந்தால், வில் அணைக்கும் திறன் குறைகிறது, மேலும் பிரேக்கர் ஒரு தவறான மின்னோட்டத்தை குறுக்கிட முடியாமல் போகலாம். எங்கள் தொழிற்சாலையின் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரில் குறைந்த அழுத்த அலாரம் பொருத்தப்பட்டுள்ளது, இது மதிப்பிடப்பட்ட அழுத்தத்தை விட 5 சதவீதம் குறைவாகத் தூண்டுகிறது. நிறுவலின் போது, அலாரம் செட் பாயிண்ட் சரியான வாசலில் செயல்படுகிறதா என்பதை உறுதிப்படுத்த சரிபார்க்கப்பட வேண்டும். SCADA துணை மின்நிலையத்திற்கு அழுத்தம் மற்றும் வெப்பநிலைத் தரவைத் தொடர்ந்து அனுப்பும் வாயு கண்காணிப்பு அமைப்பை நிறுவவும் பரிந்துரைக்கிறோம். இது மெதுவான கசிவுகளை முன்கூட்டியே கண்டறிய அனுமதிக்கிறது, அழுத்தம் ஒரு முக்கியமான நிலைக்கு குறையும் முன் திட்டமிடப்பட்ட பராமரிப்பை செயல்படுத்துகிறது. சரியான SF6 எரிவாயு கையாளுதல் என்பது ஒரு முறை மட்டும் செய்யக்கூடிய பணி அல்ல; உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரின் முழு சேவை வாழ்க்கைக்கும் இது ஒரு அடிப்படையை நிறுவுகிறது.
எங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கருக்கான முக்கிய நிறுவல் அளவுருக்கள் மற்றும் சகிப்புத்தன்மை என்ன?
உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரின் முறையான நிறுவலுக்கு, துல்லியமான இயந்திர மற்றும் மின் அளவுருக்களுக்கு இணங்க வேண்டும். லுகாவோ ஒரு விரிவான நிறுவல் கையேட்டை வழங்குகிறது, இது ஒவ்வொரு முக்கியமான பரிமாணம், முறுக்கு மற்றும் அனுமதி ஆகியவற்றைக் குறிப்பிடுகிறது. கீழே உள்ள அட்டவணையானது எங்களின் மிகவும் பொதுவான உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் மாடல்களுக்கான முக்கிய நிறுவல் அளவுருக்களை சுருக்கமாகக் கூறுகிறது: LGB 145 kV சிங்கிள்-பிரேக் மற்றும் LGB 550 kV டூ-பிரேக் சீரிஸ். நிறுவலின் போது அனைத்து மதிப்புகளும் அளவீடு செய்யப்பட்ட அளவீட்டு கருவிகளைப் பயன்படுத்தி சரிபார்க்கப்பட வேண்டும். அனைத்து அளவுருக்களும் சரியாக அமைக்கப்பட்டிருப்பதை உறுதிசெய்ய, எங்கள் தொழிற்சாலை முதல் நிறுவலுக்கு ஆன்-சைட் ஆதரவை வழங்குகிறது.
| அளவுரு | LGB 145 (ஒற்றை இடைவெளி) | LGB 550 (இரண்டு இடைவெளி) | LGB 245 (ஒற்றை இடைவெளி) |
| அடித்தளம் தட்டையானது (மிமீ) | +/- 2 மிமீ | +/- 2 மிமீ | +/- 2 மிமீ |
| ஆங்கர் போல்ட் முறுக்கு (Nm) | 150 Nm (M24) | 180 Nm (M30) | 160 Nm (M27) |
| தொடர்பு துடைப்பான் (மிமீ) | 4-6 மிமீ | 5-7 மிமீ | 4-6 மிமீ |
| தொடர்பு பக்கவாதம் (மிமீ) | 105 +/- 3 மிமீ | 110 +/- 3 மிமீ | 108 +/- 3 மிமீ |
| மதிப்பிடப்பட்ட அழுத்தத்தில் திறக்கும் நேரம் (மிஎஸ்). | 32 +/- 3 எம்.எஸ் | 38 +/- 3 எம்.எஸ் | 35 +/- 3 எம்.எஸ் |
| மதிப்பிடப்பட்ட அழுத்தத்தில் மூடும் நேரம் (மிஎஸ்). | 60 +/- 5 எம்.எஸ் | 70 +/- 5 எம்.எஸ் | 65 +/- 5 எம்.எஸ் |
| SF6 நிரப்புதல் அழுத்தம் (20°C இல் பார் ஏபிஎஸ்) | 7.0 +/- 0.1 பார் | 7.5 +/- 0.1 பார் | 7.2 +/- 0.1 பார் |
| அதிகபட்ச எரிவாயு கசிவு (ஆண்டுக்கு) | 0.5 சதவீதம் | 0.5 சதவீதம் | 0.5 சதவீதம் |
| முக்கிய தொடர்பு எதிர்ப்பு (மைக்ரோ-ஓம்ஸ்) | < 120 மைக்ரோ ஓம்ஸ் | < 80 மைக்ரோ ஓம்ஸ் | < 100 மைக்ரோ ஓம்ஸ் |
| துருவத்திலிருந்து துருவ ஒத்திசைவு (எம்எஸ்) | +/- 2 எம்.எஸ் | +/- 2 எம்.எஸ் | +/- 2 எம்.எஸ் |
இந்த அளவுருக்கள் கூடுதலாக, எங்கள் தொழிற்சாலை பின்வரும் நிறுவல் நடைமுறைகளை பரிந்துரைக்கிறது: குறிப்பிட்ட வரிசையின் படி இயக்க பொறிமுறை (ஸ்பிரிங் அல்லது ஹைட்ராலிக்) சார்ஜ் செய்யப்பட வேண்டும், மேலும் கட்டுப்பாட்டு மின்னழுத்தம் மதிப்பிடப்பட்ட மின்னழுத்தத்தின் 85-110 சதவீத வரம்பிற்குள் இருக்க வேண்டும். அனைத்து மின் இணைப்புகளும் குறிப்பிட்ட மதிப்புகளுக்கு முறுக்கு மற்றும் 24 மணிநேர செயல்பாட்டிற்குப் பிறகு இறுக்கத்தை சரிபார்க்க வேண்டும். முதல் 100 மணிநேர செயல்பாட்டிற்குப் பிறகு, எந்த இணைப்புகளும் அதிக வெப்பமடைவதை உறுதிசெய்ய, வெப்ப இமேஜிங் சோதனையையும் நாங்கள் வழங்குகிறோம்.
ஒவ்வொரு அளவுருவிற்கும் சைன்-ஆஃப் பெட்டிகளை உள்ளடக்கிய விரிவான நிறுவல் சரிபார்ப்பு பட்டியலை எங்கள் தொழிற்சாலை வழங்குகிறது. இந்த சரிபார்ப்புப் பட்டியல் எங்கள் ஆணையிடும் பொறியாளர்களால் பயன்படுத்தப்படுகிறது மற்றும் எங்கள் வாடிக்கையாளர்களுக்கு அவர்களின் சொந்த தர உத்தரவாதத்திற்காகவும் கிடைக்கிறது. LGB 145 மாடலுக்கு, சரிபார்ப்புப் பட்டியலைப் பின்பற்றாத நிறுவல்களுக்கான 4.5 சதவீத தோல்வி விகிதத்துடன் ஒப்பிடும்போது, எங்கள் சரிபார்ப்புப் பட்டியலை கண்டிப்பாகப் பின்பற்றும் நிறுவல்கள் முதல் ஆண்டு தோல்வி விகிதத்தை 0.5 சதவீதத்திற்கும் குறைவாக அடைகின்றன என்பதை நாங்கள் சரிபார்த்துள்ளோம். இந்த தரவு ஒவ்வொரு நிறுவல் அளவுருவிற்கும் உன்னிப்பாக கவனம் செலுத்துவதன் முக்கியத்துவத்தை அடிக்கோடிட்டுக் காட்டுகிறது. சரியான அளவீட்டு கருவிகளில் முதலீடு செய்யவும், நிறுவல் செயல்பாட்டில் அனுபவம் வாய்ந்த தொழில்நுட்ப வல்லுநர்களை ஈடுபடுத்தவும் எங்கள் வாடிக்கையாளர்கள் அனைவரையும் நாங்கள் ஊக்குவிக்கிறோம்.
முன்-கமிஷனிங் எலக்ட்ரிக்கல் மற்றும் மெக்கானிக்கல் சோதனைகள் நிறுவலின் தரத்தை எவ்வாறு சரிபார்க்கிறது?
கவனமாக இயந்திர நிறுவல் மற்றும் எரிவாயு நிரப்புதலுக்குப் பிறகும், உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் அனைத்து அமைப்புகளும் சரியாகச் செயல்படுகின்றன என்பதை உறுதிப்படுத்த கடுமையான முன்-கமிஷன் சோதனைத் திட்டத்திற்கு உட்படுத்தப்பட வேண்டும். இந்த சோதனைகள், நிறுவல் எந்த குறைபாடுகளையும் அறிமுகப்படுத்தவில்லை மற்றும் பிரேக்கர் சேவைக்கு தயாராக உள்ளது என்பதற்கான இறுதி சரிபார்ப்பாக செயல்படுகிறது. மணிக்குலுகாவோ பவர் கோ., லிமிடெட்,உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரின் செயல்திறனின் அனைத்து முக்கிய அம்சங்களையும் உள்ளடக்கிய தரப்படுத்தப்பட்ட சோதனை வரிசையை நாங்கள் உருவாக்கியுள்ளோம். இந்தச் சோதனைகள் நிறுவலைச் சரிபார்ப்பது மட்டுமின்றி, நீண்ட கால நம்பகத்தன்மைக்கு இன்றியமையாத எதிர்கால நிலை கண்காணிப்புக்கான அடிப்படையையும் வழங்குகிறது.
உயர் மின்னழுத்த சர்க்யூட் பிரேக்கருக்கான அத்தியாவசிய முன்-கமிஷனிங் சோதனைகள்:
- இயந்திர இயக்க சோதனை:பிரேக்கர் மதிப்பிடப்பட்ட கட்டுப்பாட்டு மின்னழுத்தத்தில் 50 திறந்த-நெருங்கிய செயல்பாடுகளின் வரிசைக்கு உட்பட்டது, அதைத் தொடர்ந்து குறைந்தபட்ச மற்றும் அதிகபட்ச கட்டுப்பாட்டு மின்னழுத்தத்தில் 10 செயல்பாடுகள் (85% மற்றும் 110% மதிப்பிடப்பட்டது). ஒவ்வொரு செயல்பாட்டிற்கும் திறப்பு மற்றும் மூடும் நேரங்கள் பதிவு செய்யப்படுகின்றன, மேலும் துருவத்திலிருந்து துருவ ஒத்திசைவு அளவிடப்படுகிறது. ஏதேனும் அசாதாரண சத்தம், பிணைப்பு அல்லது நேர விலகல் ஒரு இயந்திர சிக்கலைக் குறிக்கிறது, இது ஆற்றல் மிக்க முன் தீர்க்கப்பட வேண்டும்.
- நேரம் மற்றும் பயண அளவீடு:டிஜிட்டல் பயண பகுப்பாய்வியைப் பயன்படுத்தி, தொடர்பு பக்கவாதம், அதிக பயணம் மற்றும் தொடர்பு துடைத்தல் ஆகியவை அளவிடப்படுகின்றன. இந்த மதிப்புகள் நிறுவல் கையேட்டில் குறிப்பிடப்பட்டுள்ள சகிப்புத்தன்மைக்குள் இருக்க வேண்டும். எங்கள் தொழிற்சாலை சிறந்த தொடர்பு பயணத்தையும் நேர சுயவிவரத்தையும் காட்டும் குறிப்பு வளைவை வழங்குகிறது. இந்த வளைவில் இருந்து விலகுவது தவறான சீரமைப்பு அல்லது தவறான டேஷ்பாட் சரிசெய்தலைக் குறிக்கலாம்.
- தொடர்பு எதிர்ப்பு அளவீடு:ஒவ்வொரு துருவத்தின் முக்கிய தொடர்புகளின் DC எதிர்ப்பானது குறைந்தபட்சம் 100 A இன் சோதனை மின்னோட்டத்துடன் மைக்ரோ-ஓம்மீட்டரைப் பயன்படுத்தி அளவிடப்படுகிறது. அளவிடப்பட்ட எதிர்ப்பானது குறிப்பிட்ட அதிகபட்சத்தை விட குறைவாக இருக்க வேண்டும் (எ.கா., LGB 145 க்கு 120 மைக்ரோ-ஓம்ஸ்). ஒரு உயர் எதிர்ப்பானது மோசமான தொடர்பு சீரமைப்பு அல்லது மாசுபாட்டைக் குறிக்கிறது, இது தவறான குறுக்கீட்டின் போது அதிக வெப்பம் மற்றும் தொடர்பு வெல்டிங்கிற்கு வழிவகுக்கும்.
- மின்கடத்தா சோதனைகள்:ஒரு சக்தி அதிர்வெண் தாங்கும் மின்னழுத்த சோதனை (1 நிமிடம் 1.5 மடங்கு மதிப்பிடப்பட்ட மின்னழுத்தத்தில்) பிரதான காப்பு மீது செய்யப்படுகிறது. கூடுதலாக, ஒரு பகுதி வெளியேற்ற அளவீடு 1.1 மடங்கு மதிப்பிடப்பட்ட மின்னழுத்தத்தில் மேற்கொள்ளப்படுகிறது, இது வாயுவில் வெற்றிடங்கள் அல்லது அசுத்தங்கள் இல்லை என்பதை உறுதிப்படுத்துகிறது. ஆரோக்கியமான பிரேக்கருக்கு எங்கள் தொழிற்சாலை எதிர்பார்க்கப்படும் பகுதி வெளியேற்ற வடிவத்தை வழங்குகிறது, மேலும் ஏதேனும் விலகல் ஆராயப்படும்.
- SF6 வாயு பகுப்பாய்வு:பிரேக்கரை 24 மணிநேரம் இயக்கிய பிறகு, ஒரு வாயு மாதிரி எடுக்கப்பட்டு ஈரப்பதம், தூய்மை மற்றும் சிதைவு பொருட்கள் (SO2 மற்றும் SOF2) ஆகியவற்றிற்காக பகுப்பாய்வு செய்யப்படுகிறது. ஈரப்பதம் அல்லது சிதைவு தயாரிப்புகளில் ஏதேனும் அதிகரிப்பு ஒரு உள் சிக்கலைக் குறிக்கிறது, அது கவனிக்கப்பட வேண்டும். சொத்துப் பதிவேட்டில் வைத்திருக்க வேண்டிய அடிப்படை எரிவாயு பகுப்பாய்வு அறிக்கையை எங்கள் தொழிற்சாலை பரிந்துரைக்கிறது.
தென்கிழக்கு ஆசியாவில் 245 kV உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரின் சமீபத்திய நிறுவல் இந்த சோதனைகளின் மதிப்பை எடுத்துக்காட்டுகிறது. முன்-கமிஷனிங் நேர சோதனையின் போது, தொடக்க நேரம் 42 ms இல் அளவிடப்பட்டது, இது குறிப்பிட்ட 35 ms +/- 3 ms ஐ விட அதிகமாகும். இந்த தாமதமான திறப்பு இயக்க பொறிமுறையில் தவறாக சரிசெய்யப்பட்ட இடையகத்தால் கண்டறியப்பட்டது. நிறுவல் குழு இடையக அமைப்பை சரிசெய்தது, மறுபரிசீலனை 36 எம்எஸ் திறக்கும் நேரத்தைக் காட்டியது. இந்தச் சிக்கலைக் கண்டறிந்து சரி செய்யாமல் இருந்திருந்தால், தேவைப்படும் 2.5 சுழற்சிகளுக்குள் பிரேக்கர் ஒரு பிழையை நீக்கியிருக்காது, இது பேரழிவு தோல்விக்கு வழிவகுக்கும். முன்-கமிஷனிங் சோதனைகள் ஒரு சம்பிரதாயம் மட்டுமல்ல, ஒரு முக்கியமான நம்பகத்தன்மை நடவடிக்கை என்பதை இந்த வழக்கு விளக்குகிறது.
எங்கள் தொழிற்சாலை ஒரு விரிவான சோதனை அறிக்கை டெம்ப்ளேட்டை வழங்குகிறது, அதில் அனைத்து அளவிடப்பட்ட மதிப்புகள், சோதனை நிலைமைகள் மற்றும் எடுக்கப்பட்ட எந்த தீர்வு நடவடிக்கைகளும் அடங்கும். இந்த அறிக்கை பிரேக்கரின் வாழ்க்கைச் சுழற்சி ஆவணத்தின் ஒரு பகுதியாக மாறும் மற்றும் எதிர்கால பராமரிப்பு திட்டமிடலுக்கு அவசியமானது. எங்கள் சோதனை நெறிமுறை பின்பற்றப்பட்டால், நிறுவல் தொடர்பான சிக்கல்களை உள்ளடக்கிய உத்தரவாதத்தையும் நாங்கள் வழங்குகிறோம். முழுமையான ப்ரீ-கமிஷனிங் சோதனையில் முதலீடு செய்வதன் மூலம், உங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர், உகந்த நிலையில் சேவையில் நுழைவதை உறுதிசெய்து, முதல் நாளிலிருந்தே அதன் நம்பகத்தன்மையை அதிகரிக்கிறது.
அடிக்கடி கேட்கப்படும் கேள்விகள் (FAQ)
கேள்வி 1: உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையைக் குறைக்கும் பொதுவான நிறுவல் பிழை என்ன?
பதில்: மிகவும் பொதுவான நிறுவல் பிழை போதுமான அடித்தளத்தை சமன்படுத்துதல் மற்றும் நங்கூரம் போல்ட் முறுக்கு ஆகும். முன்கூட்டிய தோல்விகளில் 40 சதவீதம் அடித்தளச் சிக்கல்களுடன் தொடர்புடையவை என்பதை எங்கள் தொழிற்சாலை தரவு காட்டுகிறது. அடித்தளம் சமமாக இல்லாதபோது, பிரேக்கர் பிரேம் திருப்பங்கள், இயக்க பொறிமுறை மற்றும் துருவங்களின் தவறான சீரமைப்புக்கு காரணமாகிறது. இது அதிகரித்த உராய்வு, தாமதமான செயல்பாடுகள் மற்றும் சீரற்ற தொடர்பு உடைகளுக்கு வழிவகுக்கிறது. நிறுவலின் போது ஒரு எளிய லேசர் நிலை சரிபார்ப்பு இந்த சிக்கலைத் தடுக்கலாம். +/- 2 மிமீ தேவையான சகிப்புத்தன்மையை அடைய, பல புள்ளிகளில் சமதளத்தை சரிபார்க்கவும், துல்லியமான ஷிம்களைப் பயன்படுத்தவும் பரிந்துரைக்கிறோம். இது குறைந்த விலை நடவடிக்கையாகும், இது நீண்ட கால நம்பகத்தன்மையில் குறிப்பிடத்தக்க தாக்கத்தை ஏற்படுத்துகிறது.
கேள்வி 2: SF6 வாயுவில் உள்ள ஈரப்பதம் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையை எவ்வாறு பாதிக்கிறது மற்றும் நிறுவலின் போது அது எவ்வாறு கட்டுப்படுத்தப்படுகிறது?
பதில்: SF6 வாயுவில் உள்ள ஈரப்பதம் ஒரு முக்கிய நம்பகத்தன்மை கவலையாக உள்ளது, ஏனெனில் அது அரிக்கும் அமிலங்களை உருவாக்க வில் துணை தயாரிப்புகளுடன் வினைபுரிகிறது. இந்த அமிலங்கள் இன்சுலேடிங் பொருட்கள் மற்றும் உலோகப் பரப்புகளைத் தாக்கி, உள் ஃப்ளாஷ்ஓவர் மற்றும் இயந்திரச் செயலிழப்புக்கு வழிவகுக்கும். நிறுவலின் போது, இன்-லைன் ஈரப்பதம் பகுப்பாய்வியுடன் உலர்ந்த எரிவாயு வண்டியைப் பயன்படுத்தி SF6 எரிவாயு நிரப்புதல் செயல்முறை செய்யப்பட வேண்டும். வாயு பிரேக்கருக்குள் நுழைவதற்கு முன் -50°Cக்குக் கீழே பனிப் புள்ளியைக் கொண்டிருக்க வேண்டும். எஞ்சியிருக்கும் ஈரப்பதத்தை அகற்ற, நிரப்புவதற்கு முன், பிரேக்கர் அறையை 1 mbar வெற்றிடத்திற்கு வெளியேற்றவும் எங்கள் தொழிற்சாலை பரிந்துரைக்கிறது. பூர்த்தி செய்த பிறகு, பனி புள்ளியை சரிபார்க்க ஈரப்பதம் மாதிரி எடுக்கப்படுகிறது. ஈரப்பதம் வரம்பை மீறினால், வாயு வடிகட்டப்பட வேண்டும் அல்லது மாற்றப்பட வேண்டும்.
கேள்வி 3: உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரை வீட்டிற்குள் நிறுவ முடியுமா, அது நிறுவல் தேவைகளை மாற்றுமா?
பதில்: ஆம், உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர்களை உட்புறங்களில் நிறுவலாம், பொதுவாக GIS (காஸ் இன்சுலேட்டட் சப்ஸ்டேஷன்கள்) அல்லது உட்புற ஏஐஎஸ் (ஏர் இன்சுலேடட் சப்ஸ்டேஷன்கள்) ஆகியவற்றில் போதுமான அனுமதியுடன். உட்புற நிறுவலுக்கு கூடுதல் பரிசீலனைகள் தேவை: SF6 திரவமாக்குதலைத் தவிர்க்கவும் (-25°Cக்குக் கீழே) மற்றும் ஒடுக்கத்தைத் தடுக்கவும் சுற்றுப்புற வெப்பநிலை கட்டுப்படுத்தப்பட வேண்டும். பிரேக்கரின் எடை மற்றும் டைனமிக் சுமைகளைத் தாங்கும் வகையில் தரை வடிவமைக்கப்பட வேண்டும். SF6 காற்றை விட கனமானது மற்றும் ஆக்ஸிஜனை இடமாற்றம் செய்யக்கூடியது என்பதால், கசிவு ஏற்பட்டால் SF6 குவிவதைத் தடுக்க காற்றோட்டம் வழங்கப்பட வேண்டும். அதிகபட்ச சுற்றுப்புற வெப்பநிலை (பொதுவாக 40°C) மற்றும் சுவர்களுக்கு குறைந்தபட்ச அனுமதி உள்ளிட்ட சிறப்பு உட்புற நிறுவல் வழிகாட்டுதல்களை எங்கள் தொழிற்சாலை வழங்குகிறது. அதே அடித்தளம், எரிவாயு கையாளுதல் மற்றும் சோதனை நெறிமுறைகள் பொருந்தும், ஆனால் கூடுதல் சுற்றுச்சூழல் கட்டுப்பாடுகளுடன்.
கேள்வி 4: உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரில் உள்ள முக்கிய மின் இணைப்புகளுக்கான சரியான முறுக்கு என்ன?
பதில்: முக்கிய மின் இணைப்புகளுக்கான முறுக்கு போல்ட் அளவு மற்றும் பொருளைப் பொறுத்து மாறுபடும். LGB 145 மாடலுக்கு, முக்கிய பஸ்பார் இணைப்புகள் (பொதுவாக M16 போல்ட்கள்) செப்பு கடத்திகள் 80-90 Nm ஆகவும், அலுமினிய கடத்திகளுக்கு 90-100 Nm ஆகவும் முறுக்கப்பட வேண்டும். தவறான முறுக்கு விசையைப் பயன்படுத்துவது அதிக வெப்பத்தை ஏற்படுத்தலாம்: கீழ் முறுக்கு இணைப்புகள் அதிக தொடர்பு எதிர்ப்பை உருவாக்குகின்றன, அதே நேரத்தில் அதிக முறுக்கு இணைப்புகள் கடத்தி அல்லது பிரேக்கரின் முனையத்தை சேதப்படுத்தும். எங்கள் தொழிற்சாலை அனைத்து இணைப்புகளுக்கும் ஒரு முறுக்கு விவரக்குறிப்பு விளக்கப்படத்தை வழங்குகிறது, மேலும் ஒரு அளவீடு செய்யப்பட்ட முறுக்கு விசையைப் பயன்படுத்தவும், சரிபார்க்கப்பட்டதைக் குறிக்க ஒவ்வொரு போல்ட்டையும் இறுக்கிய பிறகு குறிக்கவும் பரிந்துரைக்கிறோம். முதல் 100 மணிநேர செயல்பாட்டிற்குப் பிறகு, வெப்ப விரிவாக்கம் மற்றும் குடியேறுவதற்கு இடமளிக்கும் வகையில் மீண்டும் முறுக்குவிடுக்கவும் நாங்கள் அறிவுறுத்துகிறோம்.
கேள்வி 5: Lugao Power Co., Ltd? அவர்களின் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கருக்கு நிறுவல் மேற்பார்வை மற்றும் பயிற்சியை வழங்கவா?
பதில்: ஆம், எங்கள் தொழிற்சாலை விரிவான நிறுவல் மேற்பார்வை மற்றும் பயிற்சி சேவைகளை வழங்குகிறது. ஒவ்வொரு உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் வாங்குதலுக்கும், முழு நிறுவல் மற்றும் ஆணையிடுதல் செயல்முறைக்கு எங்கள் மூத்த புல பொறியாளர்களில் ஒருவரை ஆன்-சைட்டில் வைத்திருக்கும் விருப்பத்தை நாங்கள் வழங்குகிறோம். இந்த பொறியாளர் அடித்தளம் தயாரித்தல், எரிவாயு கையாளுதல், மெக்கானிக்கல் அசெம்பிளி மற்றும் எலக்ட்ரிக்கல் சோதனை ஆகியவற்றை மேற்பார்வையிடுகிறார், எங்கள் அனைத்து விவரக்குறிப்புகளும் பூர்த்தி செய்யப்படுவதை உறுதிசெய்கிறது. அனைத்து நிறுவல், செயல்பாடு மற்றும் பராமரிப்பு நடைமுறைகளை உள்ளடக்கிய உங்கள் தொழில்நுட்ப வல்லுநர்களுக்கு நாங்கள் ஆன்-சைட் பயிற்சியையும் நடத்துகிறோம். எங்கள் பயிற்சித் திட்டத்தில் வகுப்பறை அமர்வுகள் மற்றும் நடைமுறை பயிற்சி ஆகிய இரண்டும் அடங்கும். இந்த சேவை நிறுவல் பிழைகளின் அபாயத்தை கணிசமாகக் குறைக்கிறது மற்றும் உங்கள் குழு அதன் முழு சேவை வாழ்க்கைக்கும் பிரேக்கரைப் பராமரிக்கும் திறனை முழுமையாக உறுதிப்படுத்துகிறது. இந்தச் சேவையை நாங்கள் பரிந்துரைக்கிறோம், குறிப்பாக எங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரை முதல் முறையாக வாங்குபவர்களுக்கு.
முடிவு: பொருத்தமற்ற உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மைக்கு நிறுவல் தரத்தில் முதலீடு செய்யுங்கள்
உயர் மின்னழுத்த சர்க்யூட் பிரேக்கரின் நம்பகத்தன்மை அதன் வடிவமைப்பு மற்றும் உற்பத்தியின் தயாரிப்பு மட்டுமல்ல; இது அதன் நிறுவலின் தரத்தால் ஆழமாக பாதிக்கப்படுகிறது. அடித்தளம் மற்றும் நங்கூரம் போல்ட்கள் முதல் SF6 எரிவாயு கையாளுதல் மற்றும் முன்-கமிஷனிங் சோதனைகள் வரை, நிறுவல் செயல்முறையின் ஒவ்வொரு படியும் பல தசாப்தங்களாக பிரேக்கர் செயல்படுவதை உறுதி செய்வதில் முக்கிய பங்கு வகிக்கிறது. Lugao Power Co., Ltd இல் உள்ள எங்கள் தொழிற்சாலை. துல்லியமான நிறுவலின் நேர்மறையான தாக்கத்தைக் கண்டது, பிரேக்கர்கள் 25 ஆண்டுகளுக்கும் மேலான MTBF புள்ளிவிவரங்களை அடைந்து குறைந்த பராமரிப்புடன் செயல்படுகின்றன. விரைவான அல்லது முறையற்ற நிறுவலின் விளைவுகளையும் நாங்கள் கண்டோம், இது முன்கூட்டியே தோல்விகள், விலையுயர்ந்த பழுது மற்றும் கணினி செயலிழப்புகளுக்கு வழிவகுக்கும். தேர்வு தெளிவாக உள்ளது: சரியான நிறுவலில் முதலீடு செய்வது உங்கள் உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நம்பகத்தன்மையை அதிகரிக்க மிகவும் செலவு குறைந்த வழியாகும்.
உங்கள் துணை மின்நிலைய பாதுகாப்பை தற்செயலாக விட்டுவிடாதீர்கள்.Lugao Power Co.,Ltd ஐ தொடர்பு கொள்ளவும். இன்றுஒரு விரிவான நிறுவல் ஆலோசனையை திட்டமிட. எங்கள் குழு உங்கள் தள நிலைமைகளை மதிப்பாய்வு செய்யும், விரிவான நிறுவல் திட்டங்களை வழங்கும், மேலும் ஒவ்வொரு விவரக்குறிப்புகளும் பூர்த்தி செய்யப்படுவதை உறுதிசெய்ய ஆன்-சைட் கண்காணிப்பை வழங்கும். உங்களின் தொழில்நுட்ப வல்லுனர்களுக்கான பயிற்சியையும், முன் ஆணையிடும் சோதனை உபகரணங்களின் முழுமையான தொகுப்பையும் நாங்கள் வழங்குகிறோம். எங்கள் அனைத்து உயர் மின்னழுத்த சர்க்யூட் பிரேக்கர் நிறுவல்களும் 3 ஆண்டு செயல்திறன் உத்தரவாதத்தால் ஆதரிக்கப்படுகின்றன, இது எங்கள் நெறிமுறை பின்பற்றப்பட்டால் நிறுவல் தொடர்பான குறைபாடுகளை உள்ளடக்கும்.Lugao Power Co.,Ltd இலிருந்து உங்கள் நிறுவல் ஆதரவு தொகுப்பைக் கோரவும். உங்கள் சக்தி அமைப்பை மிக உயர்ந்த நம்பகத்தன்மையுடன் பாதுகாக்கவும். சரியான நிறுவலின் மூலம் உங்கள் கட்டத்தைப் பாதுகாக்கவும் - டிரஸ்ட் லுகாவோ பவர் கோ., லிமிடெட்.
விசாரணையை அனுப்பு



X
உங்களுக்கு சிறந்த உலாவல் அனுபவத்தை வழங்கவும், தள போக்குவரத்தை பகுப்பாய்வு செய்யவும் மற்றும் உள்ளடக்கத்தைத் தனிப்பயனாக்கவும் நாங்கள் குக்கீகளைப் பயன்படுத்துகிறோம். இந்தத் தளத்தைப் பயன்படுத்துவதன் மூலம், எங்கள் குக்கீகளைப் பயன்படுத்துவதை ஒப்புக்கொள்கிறீர்கள்.
தனியுரிமைக் கொள்கை